乐动平台 催化燃烧(RCO)简介
RCO蓄热式催化燃烧法为燃烧处理技术之一,其原理是在一定温度,以催化剂的作用下将污染物完全氧化,去除效率可达99%以上。此技术是用多床可蓄热材质的催化室进行蓄热与催化氧化互相切换的方式进行,以大幅减少热量的损耗。RCO催化燃烧和CO催化燃烧的主要差别在于废热回收的型式和效率上。
乐动平台环保RCO解决了如下问题:
①解决了安全问题。只需要200-400℃即可将几乎所有的有机物催化分解,规避了常规TO、RTO、CO等焚烧面临的火焰安全隐患。
②解决了净化效率问题。其效率高达99%以上,其他净化方式(冷凝回收、TO焚烧、吸附、等离子、光解等)较低、无法达标排放的问题。
③解决了投入成本问题。与RTO常规CO等相比RCO投入成本约为RTO的50%。
④解决了运行成本问题。与吸附方法相比,RCO运行成本极低,在浓度大于1000ppm的工况下几乎可以维持自我正常运行,无需消耗其他能源。
⑤解决了人员维护问题。整套装置全部采用PLC自动化控制系统,根据浓度、温度的变化趋势进行自动调节。
乐动平台 催化燃烧(RCO)设备工艺图

乐动平台 安全型催化燃烧(RCO)工作原理

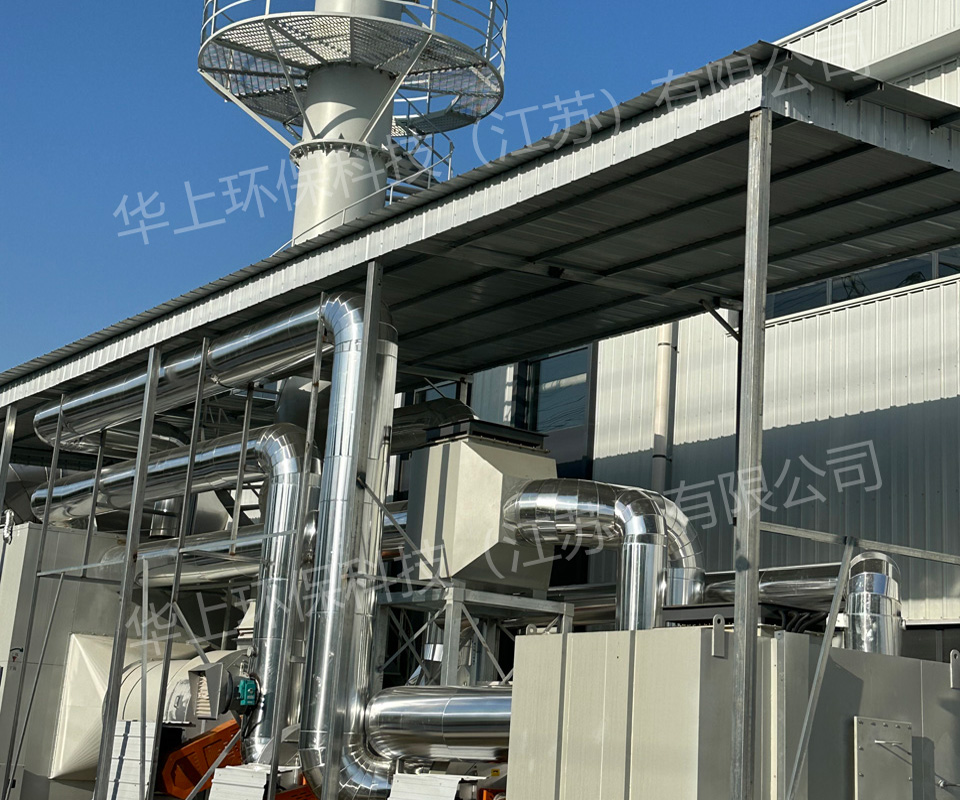
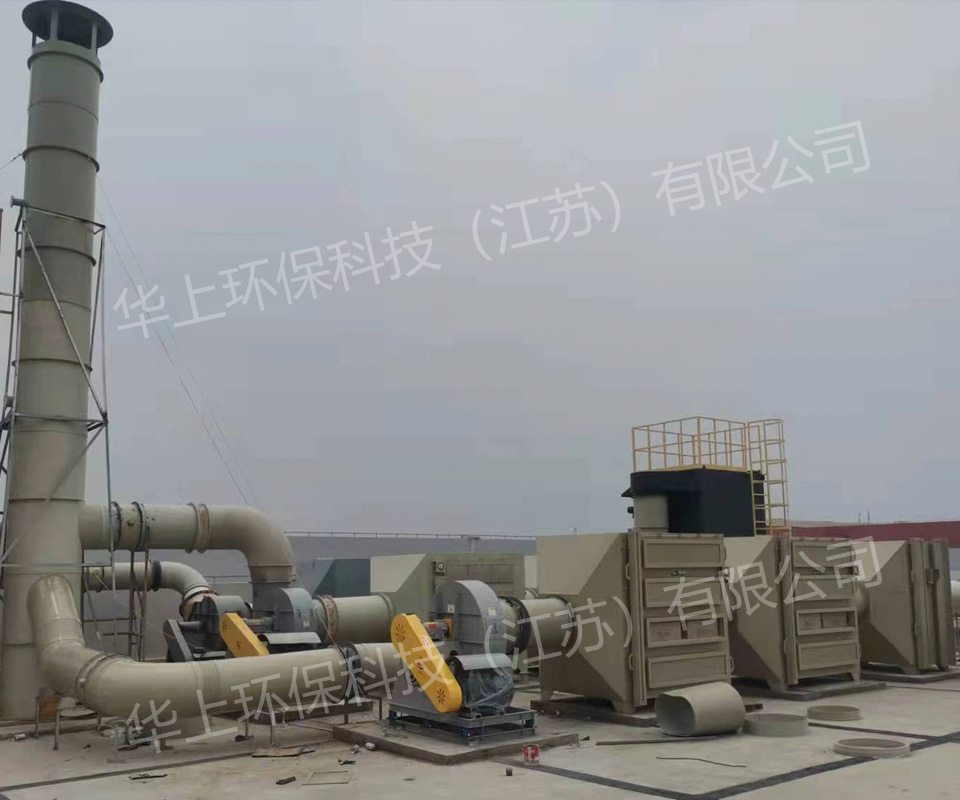
乐动平台 安全型催化燃烧(RCO)系统组成
RCO催化分解装置由预处理装置、预热装置、催化燃烧装置、防爆装置组成。
①废气预处理:为了避免催化剂床层的堵塞和催化剂中毒,废气在进入床层之前必须进行预处理,以除去废气中的粉尘、液滴及催化剂的毒物。
② 预热装置:预热装置包括废气预热装置和催化剂燃烧器预热装置。因为催化剂都有一个催化活性温度,对催化燃烧来说称催化剂起燃温度,必须使废气和床层的温度达到起燃温度才能进行催化燃烧,因此,必须设置预热装置。但对于排出的废气本身温度就较高的场合,如漆包线、绝缘材料、烤漆等烘干排气,温度可达300℃以上,则不必设置预热装置。
③催化燃烧装置:一般采用固定床催化反应器。反应器的设计按规范进行,应便于操作,维修方便,便于装卸催化剂。
④防爆装置:为膜片泄压防爆,安装在主机的顶部。当设备运行发生意外事故时,可及时裂开泄压,防止意外事故发生。
乐动平台 安全型催化燃烧(RCO)技术特点
>> 乐动平台 催化燃烧设备 优势
1. 操作费用低,RCO一般在有机废气达到一定浓度(1000mg/m3以上)时,净化装置中的加热室不需进行辅助加热,节省了费用;
2. 不产生氮氧化物(NOX)等二次污染物;
3. 全自动控制、操作管理方便;
4. 由于是无火焰燃烧,所以安全性好,净化效率高达99%以上,特别适合处理连续排放的气体;
5. 对废气燃烧产生的热量进行了再利用,节约能耗;高效的热量回收率,热回收效率≥95%。

乐动平台优选贵金属催化剂(Pt、Pd和Au),具有起燃温度低(280℃起燃),去除效率高(>95%),具有较高催化活性,同时还耐高温、抗氧化、耐腐蚀。催化剂改变化学反应速度而本身又不参与反应,反应前后基本没有消耗,使用寿命长。
贵金属催化剂
乐动平台 催化燃烧(RCO)适用领域
● RCO设备可直接应用于中高浓度(100mg/m3-10000 mg/m3)的有机废气净化;
● RCO设备也可应用于活性炭吸附浓缩催化燃烧系统,用于替代催化燃烧和加热器部分;
● RCO处理技术特别适用于热回收率需求高的场合,也适用于同一生产线上,因产品不同,废气成分经常发生变化或废气浓度波动较大的场合。
● RCO蓄热式催化燃烧法处理技术特别适用于热回收率需求高,且无其它过程可利用作为热交换回收程序;适用于同一生产线上,因产品不同,废气成分经常发生变化或废气浓度波动较大的场合。应用行业包括石油、化工、橡胶、油漆、涂装、家俱、印制铁罐、印刷等行业中产生的中高浓度有机废气的净化处理,可处理的有机物质种类包括苯 类、酮类、酯类、酚类、醛类、醇类、醚类和烃类等等。此外RCO还适用于污水处理站的除臭。处理浓度在500~7000mg/m3之间的有机废气或臭气。